這才是下载星空娱乐app的施工規範
發布日期:2017-02-06 00:00 來源:https://www.ya291.com 點擊:
這才是下载星空娱乐app的施工規範
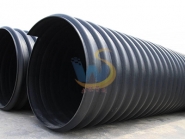
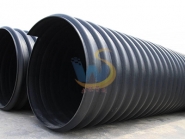
熱熔擠出焊接是采用專(zhuan) 用熱風擠出焊接工具,先將鋼帶增強螺旋波紋管(hdpe鋼帶波紋管)被連接兩(liang) 端加熱,焊槍擠出熔融的聚乙烯料,把連接縫兩(liang) 端的聚乙烯材料熔融接成一體(ti) 的連接方法。擠出焊接的是利用分子熱運動的基本原理,通過擠出焊槍將PE焊條加熱(使焊條從(cong) 固態變成了粘流體(ti) )並擠出。同時焊槍上配臵的熱風槍加熱被焊PE管的待焊麵,經外力作用,接縫兩(liang) 端的PE材料相互粘合,使彼此間得到了很好的擴散和相互纏繞,將管材連接為(wei) 一體(ti) ,從(cong) 而達到焊接的效果。
熱收縮套連接施工步驟:熱收縮套的施工環境溫度一般應為(wei) -20~60℃,若環境溫度低於(yu) 0℃,應對采取保溫措施; 連接時必須按照熱收縮管帶的工藝要求進行操作其操作步驟(從(cong) 一端向另一端逐漸加熱)如下: 1)、檢查兩(liang) 待連接管的對接端麵是否平整,要求兩(liang) 端麵合攏後的局部間隙小於(yu) 6mm,如達不到要求需要進行現場修整,直到達到要求為(wei) 止。 2)、架空兩(liang) 待接管端部,使其離地麵或溝壁有一定距離(以加熱工具在圓周方向操作方便為(wei) 宜)。 3)、將熱縮管穿套在兩(liang) 待連接管的一端上,拉到距連接端麵大於(yu) 500mm的位置(此時熱縮管內(nei) 壁的防護紙層不能被破壞,必須完整,才能防止汙物、灰塵和水等浸入熱縮管內(nei) 壁)。 4)、打磨將兩(liang) 待接管距對接端麵120mm長的圓柱表麵層打磨粗糙、波峰和波穀糟都要用鋼絲(si) 刷磨粗糙,最少要打磨叁個(ge) 半波節長,鋼絲(si) 刷的外形應與(yu) 波紋管外形一致(每一個(ge) 規格配一種鋼絲(si) 刷)。 5)、用清潔的布,將打磨後的管端部分擦幹淨。 6)、將兩(liang) 對接管端麵對齊並固定,不能有錯位。 7)、用與(yu) 被連接管相熔的PE焊條,用小噴嘴的小束紅色火焰或小熱風束加熱接縫處和焊條,在圓周上均勻焊接四處以上(焊縫長一些為(wei) 好),以將兩(liang) 管連接處固定。 8)、用紅色火焰預熱兩(liang) 管端(距對接端麵三個(ge) 波距)的圓周麵,使表麵溫度達到40℃-50℃(預熱溫度應比熱熔膠的軟化點溫度低15℃以上),可使用表麵溫度計進行監控。 9)、在連接處纏繞並同時烘烤加強纖維熱收縮帶,要求至少繞過圓周一周以上並搭接牢固。 10)、預熱待接管兩(liang) 端到打磨線以內(nei) ,使表麵溫度達到40℃-50℃。