

廠家專業解析大連雙壁波紋管的類型與生產工藝
發布日期:2016-09-07 00:00 來源:https://www.ya291.com 點擊:
廠家專(zhuan) 業(ye) 解析大連雙壁波紋管的類型與(yu) 生產(chan) 工藝
生產(chan) 工藝
將PVC按一定比例加入適當助劑混煉,一般采用“Z”型捏合機或高速捏合機使其混合均勻,經擠出機造粒或采用雙螺杆粉料一次成型。使用單螺杆擠出機轉數一般為(wei) 30~60r/min,機頭壓力控製約36~54MPa。物料要充分塑化,利用壓縮空氣自由吹脹成泡。擠出穩定後,將波紋成型裝置與(yu) 擠出口模插人,兩(liang) 者中心線保證對正,擠出模口插人成型模具內(nei) 應大於(yu) 一副成型模塊的距離,以保證上下模塊全閉合後再成型製品。上下成型模的環序槽必須對正,不應錯位。牽引速度一般控製在6~10m/min左右。吹脹壓力以製品環形槽吹製完整為(wei) 原則,一般需0.15MPa。模具溫度控製在45~60℃左右,以利於(yu) 開模前製品基本定型,避免卷取時波紋節距拉長。
擠出溫度控製 加料段145~160℃,壓縮段165~175℃,計量段175~185℃,機頭175℃~180℃,口模170~180℃。
管子的管壁類型不同。
大連PVC管材其管壁內(nei) 、外表麵均為(wei) 波紋狀的塑料管材。
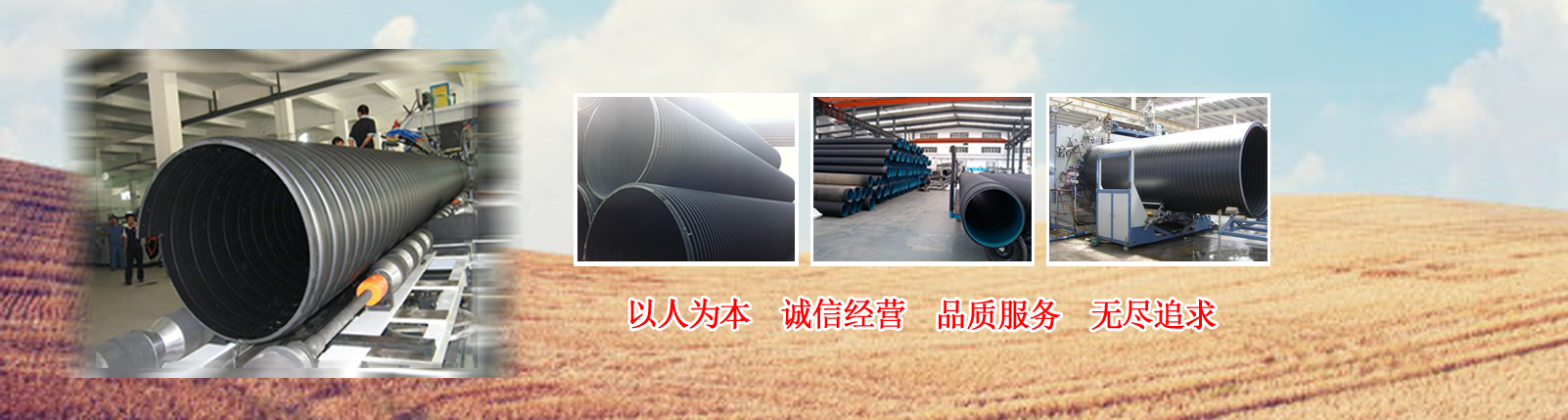
雙壁波紋管,是一種具有環狀結構外壁和平滑內(nei) 壁的新型管材。
PVC單壁波紋管是以PVC為(wei) 主要原料,經擠出吹塑而成,它是國外20世紀70年代發展起來的新產(chan) 品。PVC單壁波紋管利用其環形槽的結構,可兼備硬pvc管的剛性和軟管的柔性,因此使管子具有剛中帶柔的特點,可用於(yu) 輸送某些液體(ti) 和氣體(ti) 以及作為(wei) 預埋電線的套管。
單壁波紋管的內(nei) 、外表麵均為(wei) 波紋狀,其彎曲性、柔韌性雖優(you) ,但其流體(ti) 阻力大,且易使內(nei) 表麵螺槽處產(chan) 生懸浮物的沉積。所以PVC單壁波紋管多為(wei) 壁較薄、強度要求不很高而需自由彎曲的小口徑管,如穿線管、排清水管、排氣管等。
單壁波紋管以內(nei) 徑或外徑為(wei) 基本結構參數,其他如壁厚、波距、波厚等均以內(nei) 徑或外徑為(wei) 基準而確定。波紋高度可用波深係數K表示,它是波紋管外徑與(yu) 內(nei) 徑之比,其值越大,波紋的高度越高。波紋管的波形,按沿軸向剖開後的幾何形狀可分為(wei) 螺旋形、U形、C形、S形、V形和Ω形,波形對管的剛度和強度都有一定影響。
PVC單壁波紋管與(yu) PVC普通管材生產(chan) 技術的主要區別在於(yu) 其擠出圓環形斷麵的管坯後,趁熱在波紋型吹塑模具內(nei) 成型為(wei) 波紋管。
